Vistas:0 Autor:Editor del sitio Hora de publicación: 2022-09-26 Origen:Sitio








La fibra básica de poliéster (PSF) está hecha directamente de PTA y Meg o Pet Chips o de desechos de mascotas/poliéster y botellas de PET post consumidas ,Se usa para hilados giratorios y hacer geotextiles, así como almohada de almohada, juguetes, cojines, etc. Para la máquina productora de fibra básica de poliéster, lo único diferente es la máquina de procesamiento de materia prima. Virgin Fiber se utilizará en PTA, y reciclar se utilizará PET. Ahora usaremos copos de mascotas como materias primas para ilustrar cómo producir fibra básica de poliéster como se muestra a continuación:
Toda la línea de producción se puede dividir en dos partes, la línea de giro y la línea de acabado.
Hay cinco pasos que deben hacerse en la línea de hilado.

Seco
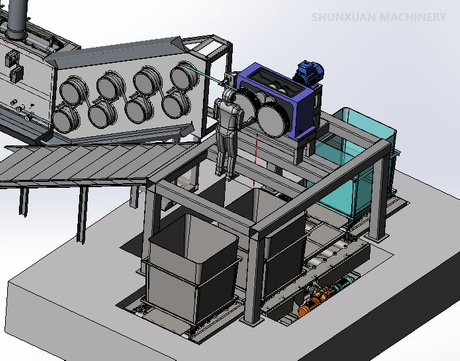
Las hojuelas , el material del maíz pop, el bulto se secarán por el secador de vacío (n. ° 1) o secador continuo con temperatura fija, el . aire es succionado por la bomba de vacío y la escamas se seca en el estado de vacío.

Fusión
Los copos de botella de PET se alimentan en extrusor de tornillo (No.3) por el significado de derretido, mezcla y filtrado (No. 4) de la tolva después de ser calentada y seca, la mascota derretida pasará por el filtro para eliminar la impureza, como el PVC y otros materiales, la fusión se funden en la posición de spinning (No.6) en el que el sistema de tuberías de distribución especialmente diseñado garantiza el mismo tiempo de resolución y la misma presión para el haz de spinning.
Temple
La fusión se convierte en una pequeña corriente después de ser extruida de microholes de Spinneret y se enfría y se solidifica mediante el flujo de aire después de pasar a través de un enfriamiento de bajo marco (No. 7). La corriente de fusión rociada de Spinneret se convierte en monofilamento de forma de plástico en muy poco tiempo y la estructura cambia. Este cambio está influenciado principalmente por la uniformidad de la velocidad del flujo de aire del enfriamiento. La temperatura y la velocidad del aire, el control del espacio de soplado de aire y el flujo de aire estable a una alta velocidad afectan el factor directo de la calidad del hilo. Por lo tanto, requiere el flujo de aire del enfriamiento con estabilidad, uniformidad y capacidad de ajuste.

Los filamentos enfriados y solidificados están engrasados y amortiguados por el dispositivo de engrasamiento (No. 9) para aumentar la cohesión del hilo, mejorar la propiedad antiestática del hilo, para reducir la fricción entre el hilo y el hilo, y también para reducir la fricción entre el hilo y el equipo, y para mejorar la propiedad posterior al tratamiento del yarn, después de pasar por el serner, el yarn de cada posición se guía por el hilo a la godet a la altura de la godet hasta el final de la entrega de la alquila al final de la godet a la altura de la godet hasta el final de la alquilar a la altura de la godet hasta el final de la godet a la altura de la godet hasta el final de la entrega de la godet, y es la unidad de godet hasta el final de la entrega de la godet. Entró en el rodillo de dibujo (No.10), luego se alimenta a la lata de remolque por Rollers de girasol (No.11). El dibujo de seis roll y las ruedas de girasol son conducidas por un motor síncrono. La profundidad comprometida de dos rodillos de girasol es ajustable. El dibujo y los rodillos de girasol están con baja velocidad establecida para hilados de hilo y operación fácil. El sistema de giro y recogida se establece con un sistema de comunicación colectiva.

La unidad de recorrido de la lata (No. 12 y 12a) es impulsada por motores de CA, que se da cuenta de transportar el cambio de lata vacía, el movimiento recíproco de la lata de remolque y la entrega de la lata cargada. Esta unidad tiene dos tipos de control: manualmente (excepto el movimiento recíproco) y automático. Cuando el TOW puede alcanzar cierto peso por tiempo, el contador de tiempo de control programable emite una señal, y luego el mecanismo recíproco se mueve automáticamente cargado a la lata del centro de la unidad y la entrega del mecanismo se mueve cargado, al tanto, para moverse en una lata vacía para la recolección continua de remolcado. Luego, el remolque se equilibrará y se enviará al proceso de posterior tratamiento.

La segunda parte es la línea de acabado, generalmente también hay cinco pasos.

Puesto
El remolque está dispuesto para 4 filas, en las que se ponen dos filas de ellas y las otras dos filas se están preparando. Los remolques de Tow Creel se dividen en 3 Nos. hojas para dibujar. El cable de remolque proviene de la Creel se guía en primer lugar por el marco de la guía de remolque y se pasa a través del baño de inmersión para dividir las hojas de remolque de manera uniforme con cierto ancho y grosor, y asegure un acabado más uniforme en las hojas de remolque, y luego comenzar el proceso de dibujo.
Camilla
La gama utiliza tecnología de dibujo de 2 etapas. La primera etapa de dibujo se lleva a cabo entre la primera camilla y la segunda camilla. La temperatura del baño de dibujo es de aproximadamente 60 ℃ ~ 80 ℃. La relación borrador de la primera etapa de dibujo se completa el 80% ~ 85%. La segunda etapa de dibujo se transporta en el cofre de la caja de vapor entre la segunda camilla y la tercera camilla. La relación borrador de la segunda etapa de dibujo se completa del 15%-20%.

Después de enfriar y engrasar, las sábanas de remolque se envían a Tow Apilador, 2 o 3 sábanas de remolque se apilan en 1 hoja de remolque. El ángulo de inclinación de los rodillos de apilamiento es ajustable para lograr el proceso de apilamiento. El ancho de la hoja de remolque y la calidad del apilamiento es especial para el enrollamiento. Después de apilarse, la hoja de remolque se envía a Crimper a través del rodillo de control de tensión y la caja de precalentamiento de vapor. La hoja de remolque se engancha a través de la exprimencia para asegurar las buenas actuaciones de fibra en el proceso posterior.

Después de engarzar, los remolques se extendieron al tipo de tablero de cadena que transmite una secadora relajante. Los remolques se secan uniformemente al soplar el aire forzado, la forma se finaliza aquí y luego se enfría por debajo de la temperatura del vidrio.

Después del relajante, los remolques se arrastran al piso superior para cortar por soporte de tensión, lo que también garantiza los remolques bajo la uniformidad de la tensión para alimentar el cortador en dirección tangencial del carrete de corte. Los remolques se cortan en la longitud de fijación del elemento básico adoptando el corte de prensa. Después de cortar, las fibras cortadas entran en la cámara de empacador en gravedad o a través del transportador para el equilibrio, y luego la bala está ponderando, el equilibrio y el etiquetado manual y luego enviado al almacenamiento por el levantador de horquillas.